铸造用砂箱一般用什么方法制作
的有关信息介绍如下:手工造型
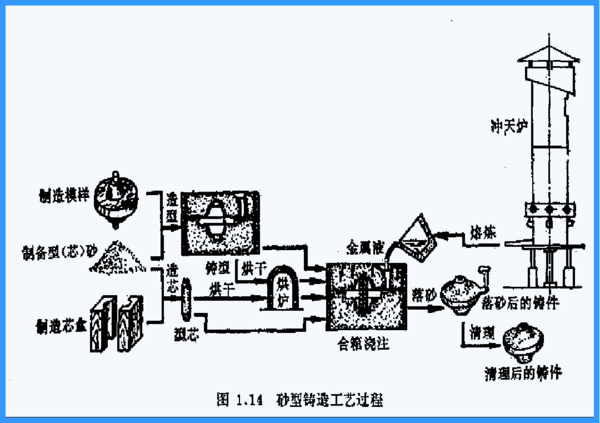
手工造型的方法根据模样的不同特征:
1)两厢造型:两厢造型是造型的最基本方法,铸型由成对的上型和下型构成,操作简单。适用于各种生产批量和各种大小的铸件。
2) 三厢造型:三厢造型的铸型由上、中、下三型构成。中型高度需与铸件两个分型面的间距相适应。三厢造型操作费工。主要适用于具有两个分型面的单件、小批生产的铸件。
3) 脱箱造型主要采用活动砂箱来造型,在铸型合型后,将砂箱脱出,重新用于造型。 一个砂箱可制出许多铸型。金属浇注时为防止错型,需用型砂将铸型周围填紧,也可在铸型上套箱。常用于生产小铸件,因砂箱无箱带,故砂箱一般小于400mm。
4)地坑造型:地坑造型是利用车间地面砂床作为铸型的下箱。大铸件需在砂床下面铺以焦炭,埋上出气管,以便浇注时引气。
结构特征
该设备外壳采用冷轧钢板静电喷塑,内胆为优质不锈钢板,外型整体美观大方。箱门中间设有大面积观察窗加手动雨刮装置,可以方便在试验过程中清晰地看到试件的试验情况。设备的主要控制仪采用智能数显控制仪,该设备主要控制仪采用智能数显温度控制仪,人性化设计的操作方法。
并且不同功能档次的仪表操作相互兼容。输入采用数字校正系统,内置常用热电偶和热电阻非线性校正表格,测量精确稳定。具备位式调节和AI人工智能调节功能,0.2级精度,多种报警模式。
参考资料来源:百度百科-砂箱
版权声明:文章由 百问家 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.baiwenjia.com/life/128513.html