动平衡机故障解决方法都有哪些?
的有关信息介绍如下:动平衡机常见故障与维修方法
1.动平衡机电气控制原理及常见故障分类
(1) 动平衡机电气控制原理
动平衡机与普通机床相比,其核心功能是通过对旋转零件产生的不平衡量进行数据检测、滤波、分析和计算,最后通过切削或钻孔的方式去掉不平衡量从而使零件达到动平衡。这一特殊功能的实现,主要由一台专用的工控机和一套专用的动平衡软件来进行控制。机床其他辅助动作,一般由另一套PLC来进行处理。
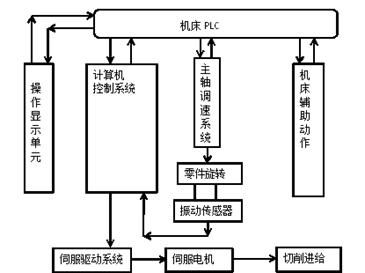
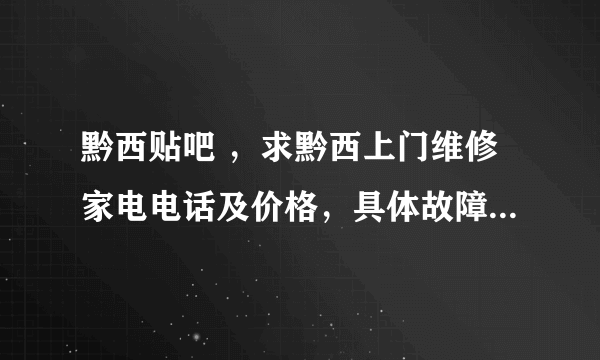
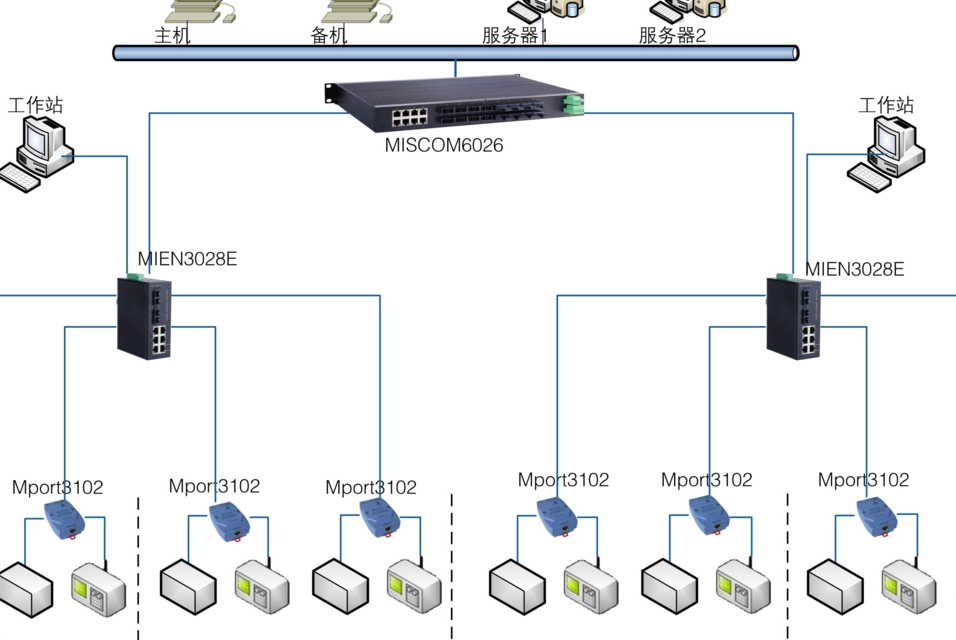
图2? 动平衡机电气控制原理
图2所示为控制系统电气框图。其中,计算机控制系统是一台特殊的工控机,除了具有普通工控机的功能外,还包含了对零件不平衡量进行的数据检测、滤波、分析、计算以及对切削进给系统发出进给指令等。它也是动平衡机控制系统最核心的功能单元。
振动传感器是用于检测不平衡系统产生振动时的振动量和相位角,为计算机控制系统提供唯一有效的数据源,也是动平衡机最关键的部件之一。
主轴调速系统实现对主轴及零件转速的精确控制,根据需要变换零件转速;伺服系统用于对零件不平衡量切削的精确控制;PLC则对机床所有动作的逻辑关系进行管理和控制。
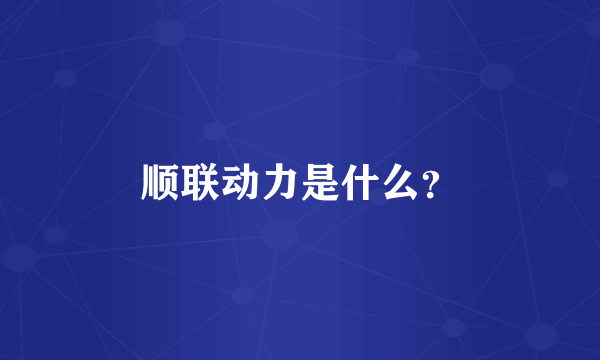
日本KOKUSAI动平衡机的部分功能部件如图3所示。
(2)动平衡机常见故障分类 PLC单元
动平衡机的故障大致可分为控制类故障和误差类故障两大类。控制类故障主要是电气和机械执行部件硬件方面的故障,如:计算机控制系统、操作显示单元、PLC、调速系统、伺服系统、伺服电动机和回转油缸,以及其他机械执行部件如摆架等硬件故障。其中,计算机控制系统方面的故障又包括计算机硬件故障和软件故障两个方面。误差类故障主要表现为动平衡系统的校准、测量和去重等误差较大或无法正常进行。
控制类故障的处理方法与普通数控机床类似,主要是对硬件进行诊断、更换或调整。而误差类故障由于没有报警,往往需要对过程进行跟踪分析,通过微调控制参数、工艺参数、机床静态特性等方法进行处理。本文重点介绍误差类故障的分析与处理方法。

图3? 日本KOKUSAI动平衡机组图
2.动平衡机误差类故障的处理
动平衡机误差类故障主要包括校准类故障、测量类故障、切削控制类故障和动平衡系统切削曲线方面的故障等。
(1)校准类和检测类故障的分析与处理
所谓校准类故障是指机床在进行检测系统校准时出现的故障,主要表现为:机床无法按照厂家规定流程完成动平衡机检测系统的校准。出现校准类故障的概率并不高,一般问题出现在如下几个方面:
① 振动传感器方面的故障:故障原因主要为振动传感器松动、损坏或线路接触不良等。由于振动传感器是动平衡机振动量的直接检测元件,也是计算机处理系统的数据源,因此,其性能好坏和紧固状态将直接影响到动平衡机数据采集的准确性。
②校准件(或零件)夹紧方面的故障:由于工件未夹紧导致零件(标准件)旋转时发生摆动,产生额外的不平衡量,使机床不能有效进行校准或者在测量零件时明显出现误差。
③机床摆架松动使旋转机构自身不平衡导致校准无法进行:摆架松动导致自身不平衡不仅会引起测量误差,也会引起零件去重的误差,这一点往往容易被忽略。
④ 机床底座松动导致床身没有达到水平:由于床身没有达到水平,零件或标准件旋转时引起机床共振,干扰了振动传感器的数据采集,从而导致系统校准或测量时产生误差。
⑤ 零件旋转转速不当导致数据采集异常,这一点也是最容易被忽略的。零件或工件的转速不同,产生的振动量也不同。在进行系统校准时,要求测量件的转速在规定的范围内,否则,校准数据会有很大误差。同样,校准不准确,对加工零件不平衡量的计算也就会产生很大误差。
⑥标准件或配重砝码生锈导致校准出现偏差,这一点也是容易被忽略的。因此对校准和砝码的保管要引起重视。
(2)机床加工零件后进行检测,出现新的不平衡
这一类故障也是出现概率最高的故障。出现这类故障后首先要判别不平衡量是出现在同一方向还是相反的方向,现象不同处理方法也不同。产生这类故障的原因有以下几个方面:
①切削余量不足,未消除原有不平衡。这种情况不平衡量会出现在同一个方向,一般通过提高切削进给比例系数或重新校准可以得到快速解决。
②切削余量过大,导致相反方向出现不平衡。这种情况首先要对系统进行校准,其次通过降低切削进给比例系数来减少切削进给量。这种情况下出现的不平衡点的相位角一般是对称的,表明相位角检测没有问题。
③振动传感器故障导致测量误差偏大,见前文中的分析和处理方法。
④不平衡量相位计算异常导致新的不平衡产生,如果通过多次去重加工,新的不平衡点的相位角在不断变化,则可能是系统相位检测出现误差。检查或更换传感器,必要时微调系统的相位角参数。
⑤毛坯质点分布不均匀导致零件去重误差:个别毛坯质点分布不均匀,去重计算量不匹配,直接导致去重误差。
3.系统程序或校准曲线方面的故障
早期的动平衡机控制软件一般属于DOS版本。每一个去重量的计算是根据“切削曲线”来近似确定的。“切削曲线”是预先设定的5~10个不同的不平衡量对应不同的去重量而模拟产生的曲线。该曲线可以根据毛坯质点分布的变化进行调整。如果产品毛坯批量更换,毛坯质点发生较大变化,原来的“切削曲线”已不再适应,需要进行“切削曲线”的调校,否则会出现大批零件去重不合格。此外,当机床使用年限长久,主轴等旋转部件自身的不平衡量加大,无法进行校准时,对“切削曲线”进行调校也是必须的。