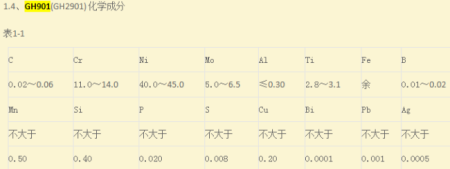
金属材料热处理手册
的有关信息介绍如下:
1) 热处理 采用适当的方式对金属材料或工件(以下简称工件)进行加热、保温和冷却以获得预期的组织结构与性能的工艺。2) 整体热处理 对工件整体进行穿透加热的热处理。3) 化学热处理 将工件置于适当的活性介质中加热、保温,使一种或几种元素渗入其表层,以改变其化学成分、组织和性能的热处理。4) 化合物层 化学热处理、物理气相沉积和化学气相沉积时在工件表面形成的化合物层。5) 扩散层 化学热处理时工件化合物层之下的渗层和化学气相沉积时化合物溶解并进行扩散的内层,统称扩散层。6) 表面热处理 为改变工件表面的组织和性能,仅对其表面进行热处理的工艺。7) 局部热处理 仅对工件的某一部位或几个部位进行热处理的工艺。8) 预备热处理 为调整原始组织,以保证工件最终热处理或(和)切削加工质量,预先进行热处理的工艺。9) 真空热处理 在低于1*10^5Pa (通常是10^-1-10^-3Pa) 的环境中加热的热处理工艺。10) 光亮热处理 工件在热处理过程中基本不氧化,表面保持光亮的热处理。11) 磁场热处理 为改善某些铁磁性材料的磁性能而在磁场中进行的热处理。12) 可控气氛热处理 为达到无氧化、无脱碳或按要求增碳,在成分可控的炉气中进行的热处理。13) 保护气氛热处理 在工件表面不氧化的气氛或惰性气体中进行的热处理。14) 离子轰击热处理 在低于1*10^5Pa (通常是10^-1-10^-3Pa)的特定气氛中利用工件(阴极)和阳极之间等离子体辉光放电进行的热处理。15) 流态床热处理 工件在由气流和悬浮其中的固体粉粒构成的流态层中进行的热处理。16) 高能束热处理 利用激光、电子束、等离子弧、感应涡流或火焰等高功率密度能源加热工件的热处理工艺总称。17) 稳定化处理 为使工件在长期服役的条件下形状和尺寸变化能够保持在规定范围内的热处理。18) 形变热处理 将塑性变形和热处理结合,以提高工件力学性能的复合工艺。19) 复合热处理 将多种热处理工艺合理组合,以便更有效地改善工件使用性能的复合工艺。20) 修复热处理 指对长期运行后的热处理件(工件)在尚未发生不可恢复的损伤之前,通过一定的热处理工艺,使其组织结构得以改善,使用性能或(和)几何尺寸得以恢复,服役寿命得以延长的热处理技术。21) 清洁热处理 作为一种可持续发展的生产方式之一的清洁热处理主要包括少、无污染,少、无氧化与节能的热处理技术。它反映了经济效益、社会效益与环境效益的统一。22) 热处理工艺周期 通过加热、保温、冷却,完成一种热处理工艺过程的周期。23) 加热制度 对一个工艺周期内工件或加热介质在加热阶段温度变化的规定。24) 预热 为减少畸变,避免开裂,在工件加热至最终温度前进行的一次或数次阶段性保温的过程。25) 加热速度 在给定温度区间单位时间内工件或介质温度的平均增值。26) 差温加热 有自的地在工件中产生温度梯度的加热。27) 纵向移动加热 工件在热源内纵向连续移动或热源沿工件纵向连续移动进行的加热。28) 旋转加热 工件在热源内(外)旋转进行的加热。29) 保温 工件或加热介质在工艺规定温度下恒温保持一定时间的操作。恒温保持的时间和温度分别称保温时间和保温温度。30) 有效厚度 工件各部位壁厚不同时,如按某处壁厚确定加热时间即可保证热处理质量,则该处的壁厚称为工件的有效厚度。31) 奥氏体化 工件加热至Ac3或Ac1以上,以全部或部分获得奥氏体组织的操作称为奥氏体化。工件进行奥氏体化的保温温度和保温时间分别称为奥氏体化温度和奥氏体化时间。32) 可控气氛 成分可控、具有氧化-还原、增碳-脱碳效果控制的炉中气体混合物。其中包括放热式气氛、吸热式气氛、放热-吸热式气氛、有机液体裂解气氛、氨基气氛、氨制备气氛、木炭制备气氛和氢气等。33) 吸热式气氛 将气体燃料和空气以一定比例混合,在一定的温度于催化剂作用下通过吸热反应裂解生成的气氛。可燃,易爆,具有还原性。一般用作工件的无脱碳加热介质或渗碳时的载气。34) 放热式气氛 将气体燃料和空气以接近完全燃烧的比例混合,通过燃烧、冷却、除尘等过程而制备的气氛。根据H2、CO的含量可分为浓型和淡型两种。浓型可燃,易爆,可作为退火、正火和洋火的元氧化、微脱碳加热保护气氛。淡型不可燃,不易爆,可作为无氧化加热保护气氛和使用吸热式气氛时的排除炉中空气的置换气氛。35) 放热-吸热式气氛 用吸热式气氛发生器原理制备,吸热式气氛的热源是放热式的燃烧。燃烧产物添加少量燃料即可进行吸热式反应。这种气氛兼有吸热和放热两种气氛的用途,且制备成本低和具有节能效果。36) 滴注式气氛 把含碳有机液体(一般用甲醇)定量滴入加热到一定温度、密封良好的炉内,在炉内裂解形成的气氛。甲醇裂解气可用作渗碳载气,添加乙酸乙酯、丙酮、异丙醇、煤油等可提高碳势,作为渗碳气氛。37) 氨基气氛 一般指含氮在佣%以上的混合气体、精净化放热式气氛、氨燃烧净化气氛、空气液化分馆氮气,用碳分子筛常温空气分离制氮和薄膜空分制氮的气氛都属此类。当前,后两种气氛使用较多。氮基气氛,即使是高纯氮也含微量氧,直接使用不能使工件获得无氧化加热效果,一般需添加少量甲醇。氨基气氛可用作工件无氧化加热保护气氛,也可用作渗碳载气。38) 合成气氛 把纯氮和甲醇裂解气按一定比例混合可视作吸热式气氛作为渗碳载气,此即合成气氛。碳分子筛和薄膜空分制氮法问世后,配制合成气氛被认为是一种便宜和节能的可控气氛制备方法。尤其在我国,采用合成气氛是解决制备可控气气源的一条主要出路。39) 直生式气氛 将气体燃料和空气按吸热式气氛的比例配好,直接通入渗碳炉中,在炉内裂解成所需成分的气氛。利用氧探头和微处理机以及碳势控制系统,可以实现这种气氛的碳势精确控制。采用直生式气氛省略了气体发生炉,可以节约能耗。40) 中性气氛 在给定温度下不与被加热工件发生化学反应的气氛。41) 氧化气氛 在给定温度下与被加热工件发生氧化反应的气氛。42) 还原气氛 在给定条件下可使金属氧化物还原的气氛。43) 冷却制度 对工件热处理冷却条件(冷却介质、冷却速度)所作的规定。44) 冷却速度 热处理冷却过程中在某一指定温度区间或某一温度下,工件温度随时间下降的速率。前者称为平均冷却速度,后者称为瞬时冷却速度。45) 马氏体临界冷却速度 工件淬火时可抑制非马氏体转变的冷却速度低限。46) 冷却曲线 显示热处理冷却过程中工件温度随时间变化的曲线。47) 特性冷却曲线 规定试样的心部冷却速度随温度变化的特性曲线,它反映了液态介质对试祥在不同温度下的冷却速度。48) 炉冷 工件在热处理炉中加热保温后,切断炉子能源,使工件随炉冷却的方式。49) 淬冷烈度 表征淬火介质从热工件中吸取热量能力的指标,以H 值来表示。几种介质的淬火冷却烈度见下表。 搅动静况 空气 油 水 盐水 静止 0.02 0.25-0.30 0.9-1.0 2.0 中等 -- 0.35-0.40 1.1-1.2 -- 强 -- 0.50-0.80 1.6-2.0 -- 强烈 0.08 0.80-1.10 4.0 5.050) 等温转变 工件奥氏体化后,冷却到临界点( Ar1或Ar3 ) 以下等温保持时过冷奥氏体发生的转变。51) 连续冷却转变 工件奥氏体化以不向冷却速度连续冷却时过冷奥氏体发生的转变。52) 等温转变图、奥氏体等温转变图 过冷奥氏体在不同温度等温保持时,温度、时间与转变产物所占百分数(转变开始及转变终止)的关系曲线图。53) 连续冷却转变图、奥氏体连续冷却转变图 工件奥氏体化后连续冷却时,过冷奥氏体开始转变及转变终止的时间、温度及转变产物与冷却速度之间的关系曲线图。54) 孕育期 工件的不平衡组织在给定温度恒温保持时,从到达该温度至开始发生组织转变所经历的时间。